紅外熱成像技術(shù)正在徹底改變汽車行業(yè)中的紅外焊接塑料檢測。
圖片來源于網(wǎng)絡
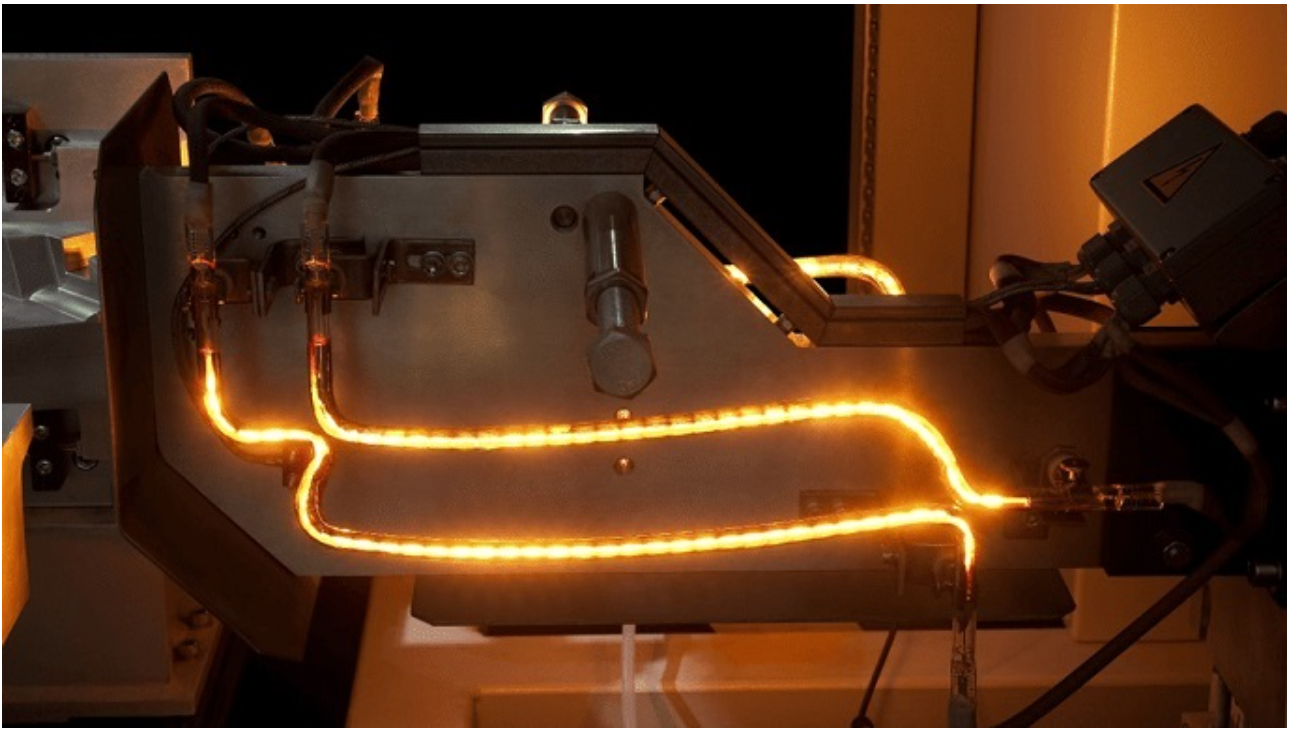
紅外焊接塑料的過程涉及的幾個步驟:
1.將要連接的部件放置在焊接夾具中。
2.定位紅外源,將其能量引導至要焊接的區(qū)域,塑料從紅外光源吸收能量,使其熔化并融合在一起。
紅外光源產(chǎn)生的熱量集中在兩個部件之間的接縫處,使塑料熔化并融合在一起而不會影響其余部件。從而產(chǎn)生了堅固且耐用的焊縫,可抵抗環(huán)境等影響因素。
紅外焊接主要優(yōu)點:
· 對輪廓線分型沒有限制
· 非接觸式、無顆粒焊接
· 即時開/關加熱,降本增效
· 適合關鍵部件的氣密密封
· 多種材料的可焊性
· 焊接強度高,堅固耐用
· 獨立紅外光源控制
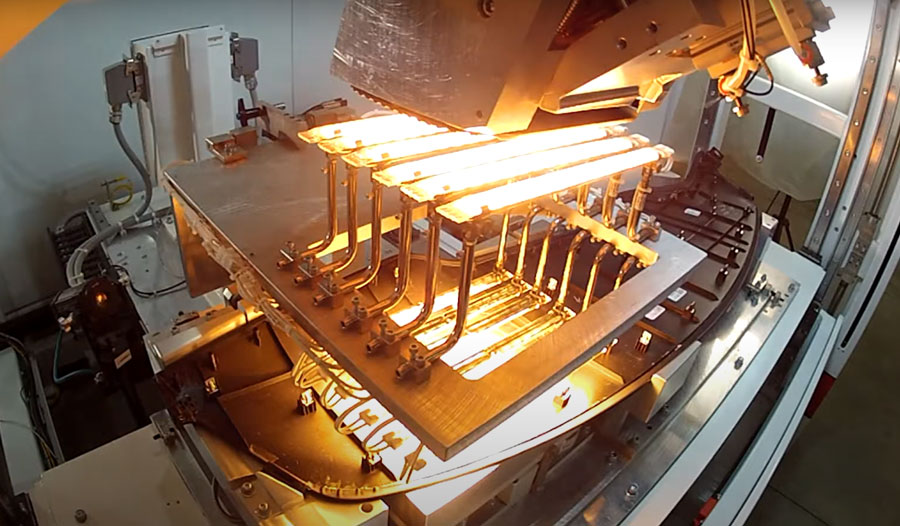
某品牌紅外焊接機
紅外焊接用于制造多種汽車部件,包括中控臺、電池盒、儲液罐、歧管、儀表板、手套箱、門板、過濾器、風管、安全氣囊滑槽、面罩、托盤、電氣外殼等。為了此類組件的焊接粘合質(zhì)量,必須準確監(jiān)控焊接過程,確保在材料接觸面內(nèi)達到紅外焊接所需要的熱量和焊接材料熔化的熱量適當分布。
某用戶解釋了紅外檢測對焊接質(zhì)量控制的重要性:
“紅外熱像儀為我們提供了焊縫實時情況的快照。我們可以觀察焊縫并了解它何時趨向于不正常,從而讓裝置實時調(diào)整保證合格的焊接質(zhì)量。
HQ-VISION工程師進一步解釋了紅外檢測的工作原理:
“我們利用非接觸式紅外熱像儀來測量來自工件加熱部分的熱輻射。我們可以看到焊縫的實際溫度曲線,并評估它是否達到了在零件焊接之前形成牢固粘合的適當溫度。如果我們沒有監(jiān)測塑料的焊接情況,可能就會出現(xiàn)冷點,當焊接在一起時,就會出現(xiàn)虛焊或根本沒有粘合的情況。”
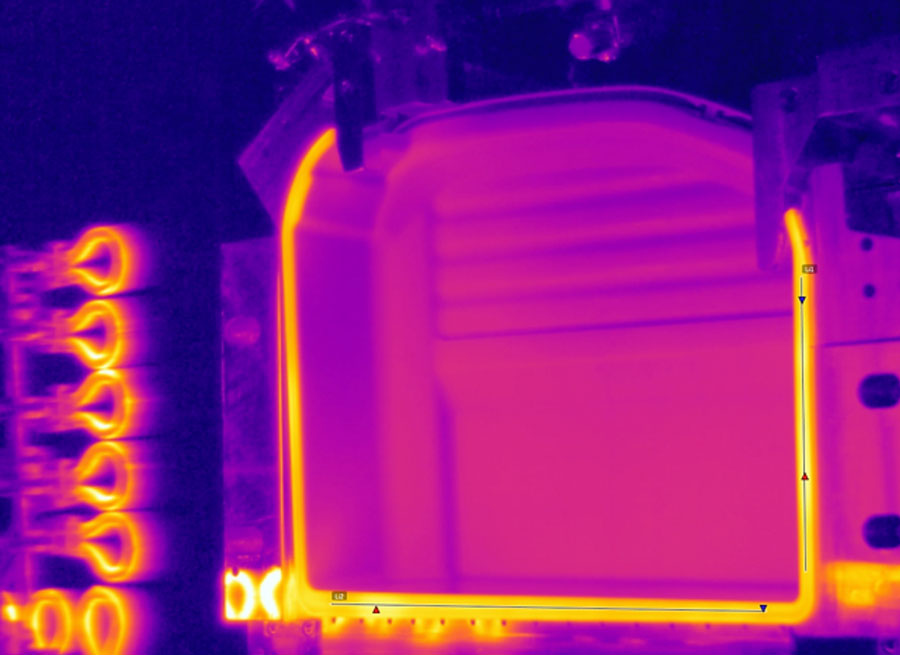
粘合前加熱部件的紅外圖像
紅外熱成像檢測系統(tǒng)
紅外熱成像檢測系統(tǒng)通常由一個或多個紅外熱像儀組成,具體取決于被測零件的大小和復雜性。
熱像儀連接到運行檢測軟件的計算機,該軟件實時呈現(xiàn)并分析熱像儀捕獲的圖像,并評估焊縫的溫度曲線確定其是否符合要求。
紅外熱成像檢測系統(tǒng)可以與裝置控制器通信,以檢測溫度變化并進行實時調(diào)整,確保粘合牢固并滿足現(xiàn)場要求。

FLIR A400/A500/A700系列
自動化集成用紅外熱像儀

智能傳感器配置包括多種測量工具和報警,同時提供邊緣計算,在熱像儀層面執(zhí)行分析以立即獲得結(jié)果。紅外圖像流配置具有精確檢測和識別制造和工業(yè)過程中熱問題所需的強大監(jiān)控能力。
紅外分辨率320×240 (A400) 、464×348 (A500) 、640×480 (A700),幀頻30Hz,測溫標定-40℃~2000℃,電動和手動調(diào)焦,支持紅外可見光雙視場融合MSX,支持Wi-Fi傳輸壓縮輻射測量圖像流,選配多種長焦、廣角和顯微鏡頭,符合 GigE Vision 和 GenICam 標準,支持 GigE 和 RTSP 視頻。
FLIR A50/A70系列
自動化集成用小型紅外熱像儀

智能傳感器配置適用內(nèi)置式、相機內(nèi)建分析和報警能力,便于狀態(tài)監(jiān)測和早期火災探測應用。紅外圖像流配置適用軟件應用程序,靈活進行熱特性相關的分析和原始數(shù)據(jù)收集。
選配Wi-Fi、集成式可見光視場、壓縮式輻射圖像流以及ONVIF S兼容性,兼容GigE Vision和GenICam等多種通信標準。紅外分辨率464×348 (A50),640×480 (A70),可見光分辨率1280×960,幀頻30Hz,測溫標定-20℃~1000℃,選配29°、51°和95°鏡頭。

